

Чаму цэны на літый-іённыя акумулятары так розныя?
"Ваш літый-іённы акумулятар занадта дарагі! У мяне ёсць больш выгаднае прапанова тут!" Пасля таго, як мы робім прапанову кліенту, мы часта чуем такія заўвагі. Шмат кліентаў, асабліва фізічных асоб, не маюць добрае разуменне акумулятараў. Таму іх галоўная ўвага звычайна засяроджана на магутнасці і кошце літый-іённага акумулятара, а таксама на колькасці цыклаў, указаных у табліцы параметраў. Сёння мы правядзем вас праз увесь працэс вытворчасці літый-іённых акумулятараў, каб вы змаглі лепш ацаніць і выбраць патрэбны акумулятар.
Інспекцыя элементаў акумулятара
Пасля таго, як кожны літыевая батарэя элемент прыбывае на завод, першым этапам з’яўляецца камплексная інспекцыя. Апрача праверкі на наяўнасць падрыўкаў або пухнатасцей на паверхні, мы таксама вымяраем напружанне ў разамкнутай ланцугу і ўнутранае супраціўленне. Гэтыя даныя аўтаматычна ўводзяцца ў сістэму. Толькі элементы з высока ўзгодненымі параметрамі могуць уваходзіць у адзіны модуль літый-іённага акумулятара.
Гэты этап вельмі важны. Калі ўзнікае памылка, у наступных працэсах узнікаюць праблемы. Таму агляд на месцы асабліва суворы.

Лазерная чыстка — эфектыўнейшай за пратыранне спіртам
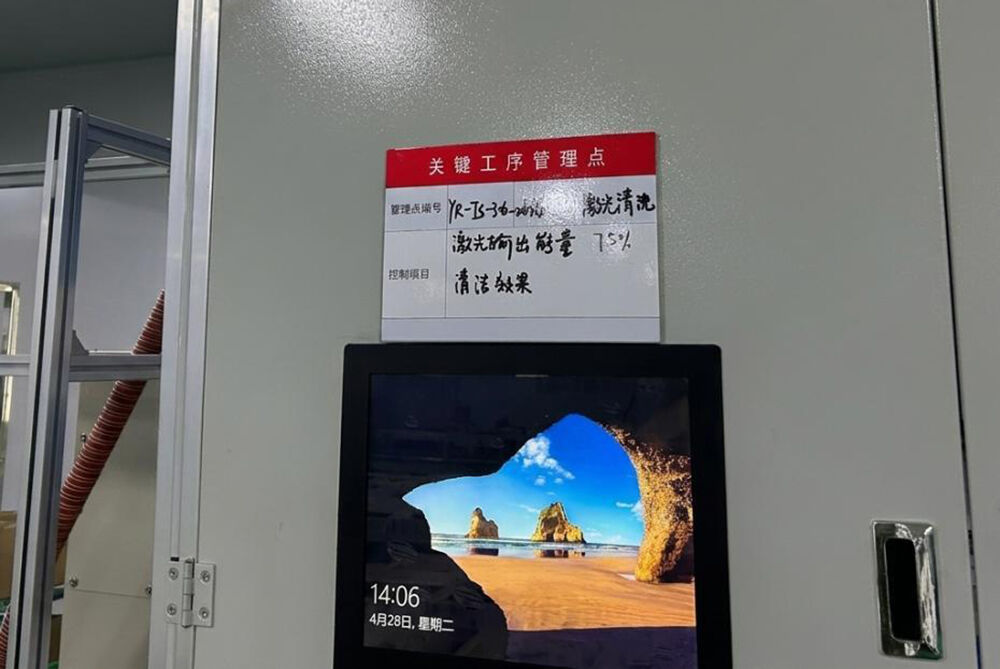
Наступны этап — лазерная чыстка. З таблічак на месцы можна ўбачыць, што мы вызначылі лазерную чыстку як кляўшавую кропку кіравання працэсам (нумар R-T-34-3) і сувора кантралюем эфект чысткі.
Можа ўзнікнуць пытанне: кантактныя штыры літый-іонных элементаў ужо вельмі чыстыя, чаму ж нам трэба іх чысціць?
Гэта звязана з тым, што паверхня штыркоў мае вельмі тонкі слой аксіду і мізэрныя плямы алею. Калі выкарыстоўваць традыцыйнае пратыранне спіртам, гэта не толькі вельмі няэфектыўна, але і пратыранне спіртам не дазваляе якасна ачысціць паверхню. Толькі лазерная ачыстка дазваляе адразу выпарыць і выветрыць забруджванні з паверхні, адкрываючы свежую металічную аснову. У выніку пры наступным працэсе зваркі паяныя злучэнні будуць надзейна зафіксаваны, а электрычны опор будзе меншым. На заводзе эфект ачысткі кантролюецца колькасна, а не проста засноўваецца на пратыранні спіртам ці на візуальнай ацэнцы чысціні паверхні неўзброеным вокам.
Лазерная зварка — злучэнне элементаў
Пасля ачысткі наступным важным этапам з’яўляецца выкарыстанне лазера для зваркі і фіксацыі шын (медных або алюміневых палосак) на дадатным і адмоўным электродах элементаў, што дазваляе злучыць дзясяткі або нават сотні элементаў паслядоўна або паралельна.
На вытворчай пляцоўцы мы ўбачылі кіруючую дошку побач з гэтым працэсам, на якой было ясна напісана:
Глыбіня провару пры зварцы: 0,8–1,5 мм
Шырыня шва пры зварцы: 1,5–3,0 мм
Гэтыя два параметры непасрэдна вызначаюць моц зварнога злучэння і праваднасць. Калі глыбіня провару занадта малая, гэта можа лёгка прывесці да адмовы зварнога злучэння; калі яна занадта вялікая, гэта можа пашкодзіць унутраныя кампаненты літый-іонных акумулятарных элементаў; калі шырыня недастатковая, прапускная здольнасць па току будзе недастатковай.
Акрамя таго, на заводзе таксама праводзяцца рэгулярныя праверкі профілю зварнога шва, каб забяспечыць, што кожны зварны шов знаходзіцца ў зададзеным дыяпазоне. На месцы зваркі іскры разлятаюцца ўсюды, але побач CCD-візуальная праверка робіць фатаграфіі ў рэальным часе. Калі выяўляюцца пары ці ракавіны, сістэма негадзяй адразу падае сігнал трывогі, каб забяспечыць строгі кантроль гэтага працэсу.

Фінальнае тэставанне модуля — адно тэставанне, якое паказвае, ці якасна выканана зварка
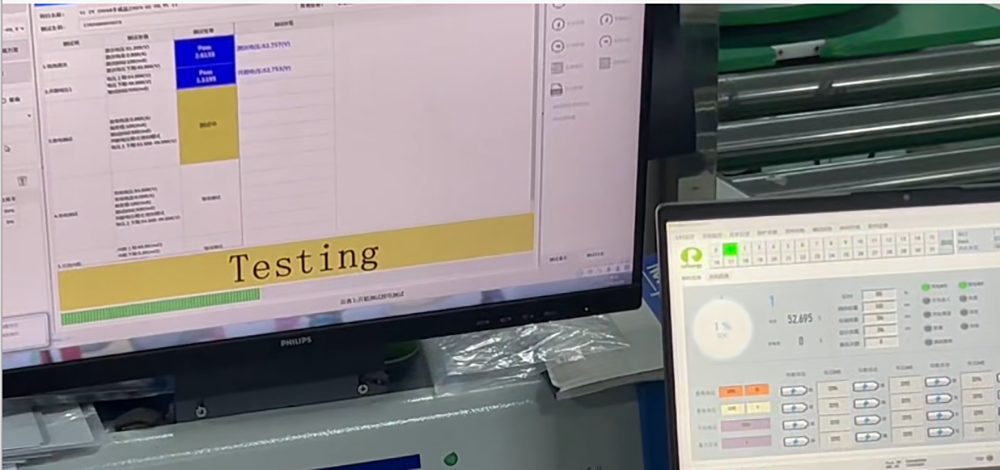
Пасля зваркі модуля яго не спяшацца адразу ўпакаваць, а спачатку размяшчаюць у тэставай шафцы для праверкі ў канцы лініі (offline): супраціўленне ізаляцыі, вытрымальнасць да напружання, агульнае напружанне модуля, ёмістасць… Усе дадзеныя аўтаматычна загружаюцца, што забяспечвае поўную тракавальнасць кожнага модуля.
Гэты этап дазваляе эфектыўна адсіваць модулі літый-іанавых акумулятараў з нізкаякаснымі зварнымі злучэннямі ці ненармальнай узгоднасцю элементаў і гарантуюе, што няякасныя вырабы не будуць перададзены на наступны этап вытворчасці.
Сборка пакета літый-іанавых акумулятараў — СУК і сістэма тэрмакіравання
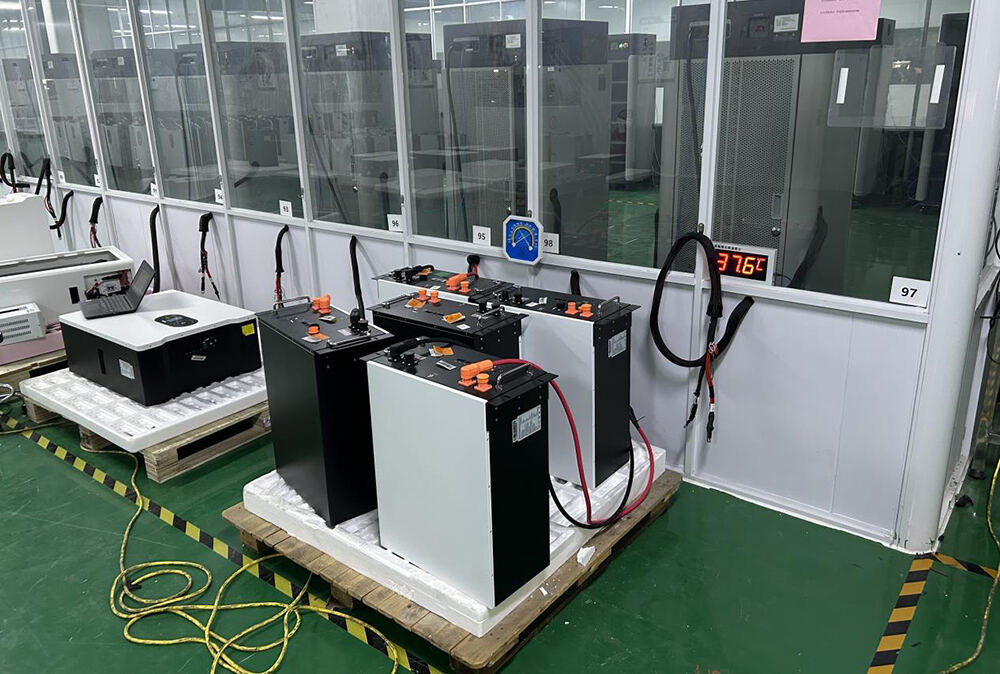
Пасля праходжання вышэйапісанага працэсу кваліфікаваныя батарэйныя модулі размяшчаюць у карпусе батарэйнага пакета, а затым усталёўваюць сістэму кіравання батарэяй і сістэму тэрмакіравання.
Трубы літыевая батарэя сістэма кіравання, таксама вядомая як СУК, асноўна выконвае функцыі маніторынгу напружання, току і тэмпературы элементаў у рэальным часе, а таксама кіравання працэсамі зарадкі і разрадкі.
Сістэма тэрмакіравання звычайна ўяўляе сабой пласціну з вадзяным ахалоджваннем або вентылятар для ахалоджвання паветрам. Яе асноўная функцыя — забяспечыць нагрэў батарэі ў зіму і прадухіліць перагрэў у лета, што дазваляе выкарыстоўваць яе на працягу доўгага часу. На гэтай стадыі мы можам бачыць шматлікія ўзоры правадоў і калідоры для ахалоджвання.

Тэст да запайвання — вытрымка ізаляцыі да напружання і герметычнасць
Перад закрыццём верхняй крышки батарэйнага блока неабходна правесці два «выпрабаванні на жыццё і смерць»:
Выпрабаванне ізаляцыі на вытрымку напружання: прыкладаецца некалькі разоў рабочае напружанне да ізаляцыі паміж корпусам батарэйнага блока і ўнутранай высокавольтнай схемай, каб праверыць, ці будзе прасочвацца цяч.
Выпрабаванне герметычнасці: у ходзе гэтага выпрабавання герметычны літый-іанавы батарэйны блок напаўняецца сціснутым паветрам для вымярэння змены ціску. Каб адпавядаць стандарту IP67, батарэйны блок павінен вытрымаць паўгадзіннае пагружэнне ў ваду без прапускання вады.
Калі гэтыя два выпрабаванні не ўдалыя, прадукцыя негадзяй вяртаецца на рамонт або спісваецца, перагаворы не дапускаюцца.

Афлайн і лічбавая тракавальнасць
У канчатковым выніку кожны літыевая батарэя пакет павінен прайсці поўнае фінальнае выпрабаванне пакета (EOL), уключаючы зарадку і разрадку, функцыю зносін (BMS і знешнюю CAN-камунікацыю), ізаляцыю і ўстойлівасць да напружання, а таксама іншыя камплексныя выпрабаванні прадукцыйных характарыстык. Усе гэтыя выпрабаванні павінны быць паспяхова скончаны, перш чым прадукцыя будзе дазволена да продажу.
Тут варта адзначыць: я ўбачыў шмат камп’ютарных экранаў у майстэрні (тых фатаграфій з «экранам запуску камп’ютара», якія паўтараліся некалькі разоў). Спачатку я быў здзіўлены, але пазней зразумеў — гэта былі на самой справе тэрміналы аўтаматызаванай сістэмы выпрабаванняў, сістэмы лічбавай тракавальнасці дадзеных MES і сістэмы кантролю параметраў зваркі. Кожны этап, кожны параметр і кожны вынік выпрабавання ў рэальным часе загружаюцца ў хмару.
У канчатковым выніку кожны літый-іанавы акумулятар будзе мець унікальны QR-код — «свідоцтва нараджэння», і, адсканіраваўшы яго, можна ўбачыць усе ключавыя дадзеныя пра яго на вытворчай лініі.
Вынік
Пасля прачытання гэтай артыкула ўсе, напэўна, атрымалі пэўнае ўяўленне пра працэс вытворчасці літый-іанавых акумулятараў да іх адпраўкі. Ад падбору акумулятарных элементаў да этапаў тэставання ў працэсе зборкі — кожны этап супроўджаецца адлюстраваннем і кантролем дадзеных. Гэта забяспечвае нашым кліентам вялікую ступень бяспекі.






