

Защо цените на литиевите батерии са толкова различни?
"Литиевата ви батерия е твърде скъпа! Имам по-евтин оферта тук!" След като направим оферта на клиента, често чуваме такива забележки. Много клиенти, особено частни купувачи, нямат добро разбиране на батериите. Затова основното, на което те обръщат внимание, е мощността и цената на литиевата батерия, както и броят цикли, посочени в параметричната таблица. Днес ще ви насочим към комплексно разбиране на целия производствен процес на литиевите батерии, за да можете да правите по-добри преценки и избор на батерии.
Инспекция на батерийните елементи
След всеки литиева батерия когато елементите пристигнат в завода, първата стъпка е да се извърши комплексна инспекция. Освен проверката за драскотини или издутия по повърхността, измерваме и напрежението в отворена верига и вътрешното съпротивление. Тези данни автоматично се въвеждат в системата. Само елементите с високо съответстващи параметри могат да бъдат включени в един и същи модул на литиева батерия.
Този етап е изключително важен. Веднъж възникне ли грешка, ще възникнат проблеми в последващите процеси. Затова проверката на място е особено строга.

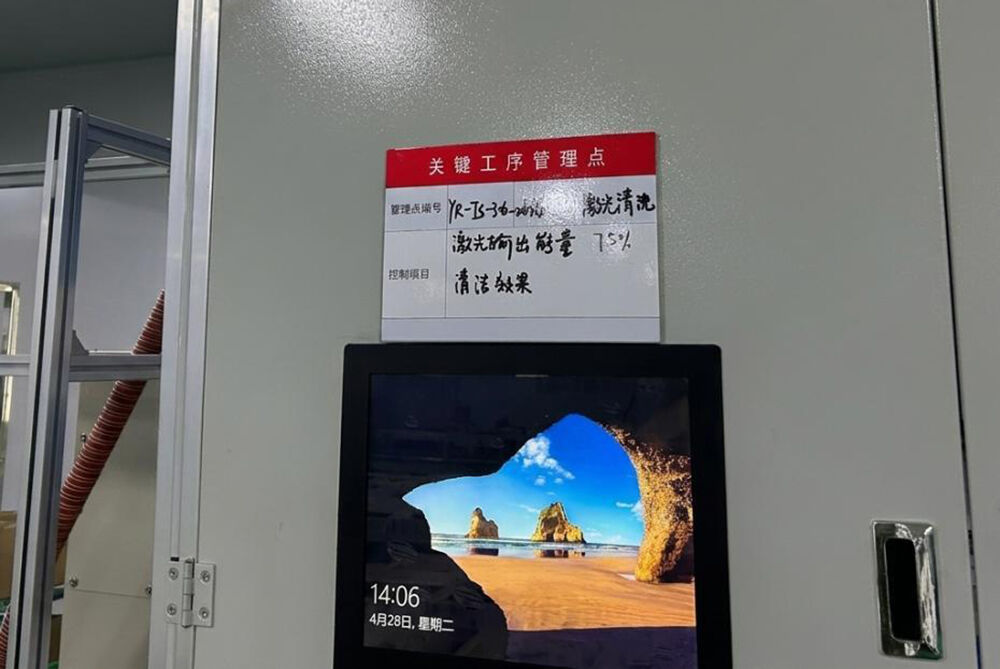
Лазерно почистване – по-ефективно от почистване с алкохол
Следващият етап е лазерното почистване. От информационните табели на място може да се види, че сме определили лазерното почистване като ключова точка за управление на процеса (с номер R-T-34-3) и строго контролираме ефекта от почистването.
Може би ще се запитате: електродните изводи на литиево-йонните клетки вече са много чисти, защо трябва да ги почистваме?
Това се дължи на това, че повърхността на контактните площадки има много тънък оксиден слой и микроскопични петна от масло. При използването на традиционно почистване с алкохол не само че е много неефективно, но и почистването с алкохол не осигурява задълбочено почистване. Единствено лазерното почистване може да изпари и изпари моментално повърхностните замърсявания, разкривайки свежата метална основа. По този начин по време на последващия процес на заваряване връзките на лепените шевове се образуват здраво и съпротивлението е по-ниско. На завода експлицитно се контролира ефектът от почистването чрез количествени показатели, а не чрез просто използване на алкохолно почистване или чрез визуална оценка за „чистота“ с просто око.
Лазерно заваряване – свързване на клетките
След почистването следващата ключова стъпка е да се използва лазер за заваряване и фиксиране на шините (медни или алуминиеви ленти) върху положителните и отрицателните електроди на клетките, като се свържат десетки или дори стотици клетки в серия или паралел.
На производствения участък видяхме управляваща дъска до този процес, на която ясно беше посочено:
Дълбочина на заваряване: 0,8 – 1,5 мм
Ширина на заваръчния шев: 1,5 – 3,0 мм
Тези два параметъра директно определят здравината и електропроводимостта на заварката. Ако дълбочината на заваряване е твърде малка, лесно може да се получи провал на заварката; ако е твърде голяма, може да повреди вътрешните компоненти на литиевите батерийни клетки; ако ширината е недостатъчна, пропускателната способност за ток ще бъде недостатъчна.
Освен това фабриката извършва редовни инспекции на профила на заварката, за да се гарантира, че всеки заваръчен шев попада в зададения диапазон. На мястото на заваряването искрите летят навсякъде, но CCD-визуалната инспекция наблизо прави реалновременни снимки. При наличие на пори или газови дупки системата незабавно подава сигнал за тревога, за да се осигури строг контрол върху този процес.

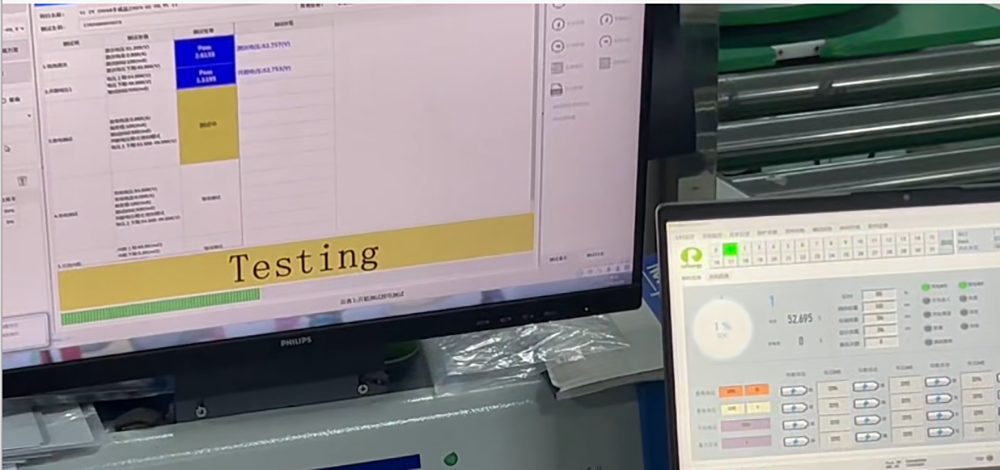
Крайно тестуване на модулите (EOL) – Определяне на качеството на заварката с един-единствен тест
След заваряването на модула не се извършва незабавно опаковане, а първо той се поставя в тестовия шкаф за крайна (офлайн) проверка: съпротивление на изолацията, издръжливост на напрежението, общо напрежение на модула, капацитет и др. Всички данни се качват автоматично, което гарантира проследимост на всеки модул.
Този етап ефективно отсеява литиево-йонни батерийни модули с лошо качество на заварката или аномална последователност на клетките и осигурява, че нито един некачествен продукт няма да бъде предаден на следващия етап.
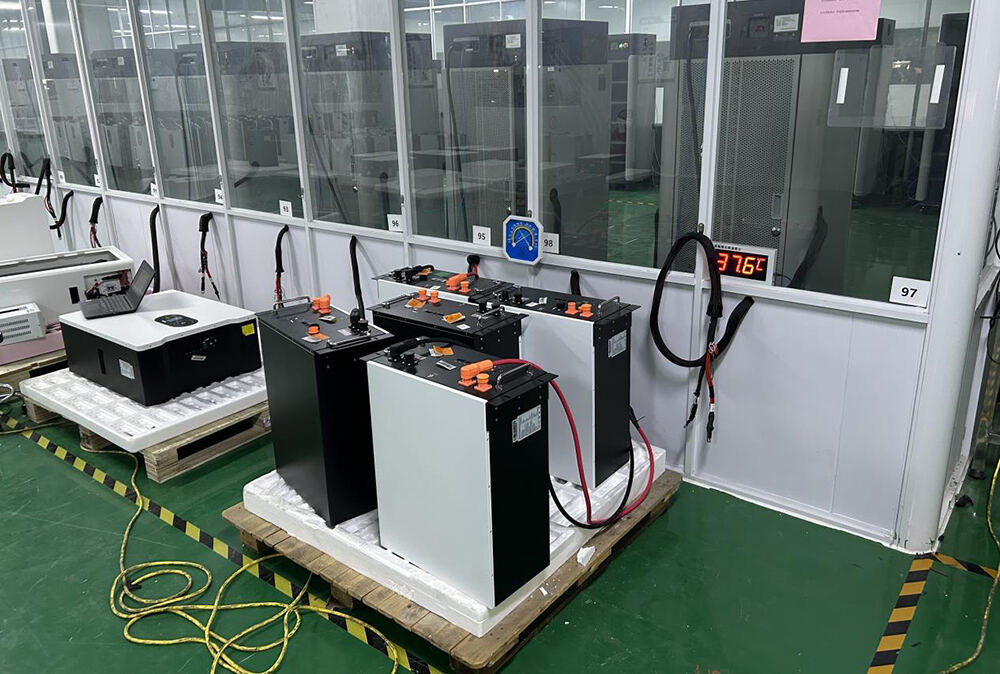
Сглобяване на литиево-йонен батериен пакет – BMS и система за термично управление
След като преминат горепосочения процес, квалифицираните батерийни модули се поставят в корпуса на батерийния пакет, след което се инсталират системата за управление на батерията и системата за термично управление.
The литиева батерия системата за управление, известна още като BMS, има основната функция да следи в реално време напрежението, тока и температурата на клетките и да управлява зареждането и разреждането.
Системата за термично управление обикновено е течностно охлаждаща плоча или вентилатор за въздушно охлаждане. Основната ѝ функция е да осигури загряването на батерията през зимата и да предотврати прегряването ѝ през лятото, като по този начин гарантира дългосрочна употреба. В този етап можем да видим множество пробни жици и охладителни тръбопроводи.

Тест преди запечатване – изолационно изпитание на напрежение и херметичност
Преди затваряне на горната капак на батерийния пакет трябва да се проведат два "решаващи за живота и смъртта" теста:
Изолационно изпитание на напрежение: Прилага се няколко пъти работното напрежение между корпуса на батерийния пакет и вътрешната високоволтова верига, за да се провери дали ще има теч.
Тест за херметичност: При този тест запечатаният литиев батериен пакет се напълва с компресиран въздух, за да се измери намаляването на налягането. За да се изпълни стандартът IP67, означава, че пакетът трябва да бъде потопен във вода в продължение на половин час, без да се намокри.
Ако тези два теста се провалят, продуктите се връщат директно за ремонт или се изхвърлят, без възможност за преговори.

Офлайн и цифрова проследимост
Пакет литиева батерия трябва да премине цялостен край-на-линия (EOL) тест, включващ зареждане и разреждане, комуникационна функция (BMS и външна CAN комуникация), изолация и устойчивост на напрежение, както и други комплексни тестове за производителност. Всички тези тестове трябва да бъдат успешно завършени, преди продуктите да бъдат пуснати за продажба.
Тук е уместно да се отбележи: видях много компютърни екрани в работилницата (онези снимки, на които многократно се появява екранът за стартиране на компютъра). Първоначално бях объркан, но по-късно разбрах — това всъщност са операционните терминали на автоматизираната тестваща система, системата за проследимост на данните от MES и системата за мониторинг на параметрите на заварката. Всеки процес, всеки параметър и всеки резултат от тестовете се качват в облака в реално време.
В крайна сметка всеки литиев аккумулаторен блок ще генерира уникален QR код – „свидетелство за раждане“, като чрез сканирането му може да се видят всички ключови данни за него от производствената линия.
Обобщение
Чрез тази статия всички вероятно са получили определено разбиране на производствения процес на литиевите аккумулатори преди изпращането им. От подбора на елементите до тестовите етапи по време на сглобяването, всяка стъпка се проследява и контролира чрез данни. Това осигурява голямо усещане за сигурност на нашите клиенти.






