

Dlaczego ceny akumulatorów litowych są tak zróżnicowane?
"Wasz akumulator litowy jest zbyt drogi! Mam tańsze oferty!" Po przedstawieniu oferty klientowi często słyszymy takie uwagi. Wielu klientów, zwłaszcza zakupujących jako osoby prywatne, nie ma dobrego zrozumienia tematu akumulatorów. Dlatego ich głównym punktem zainteresowania są moc akumulatora litowego, jego cena oraz liczba cykli podana w tabeli parametrów. Dziś przeprowadzimy Państwa przez cały proces produkcji akumulatora litowego, aby ułatwić dokonywanie lepszych ocen i wyborów.
Inspekcja ogniw akumulatorowych
Po każdym bateria litowo-jonowa po dotarciu ogniw do fabryki pierwszym krokiem jest przeprowadzenie kompleksowej inspekcji. Oprócz sprawdzania obecności zadrapań lub wybrzuszeń na powierzchni mierzymy również napięcie obwodu otwartego oraz opór wewnętrzny. Te dane są automatycznie wprowadzane do systemu. Tylko ogniwa o bardzo spójnych parametrach mogą zostać umieszczone w tym samym module akumulatora litowego.
Ten krok jest bardzo ważny. Gdy wystąpi błąd, pojawią się problemy w kolejnych etapach procesu. Dlatego kontrola weryfikacyjna na miejscu jest szczególnie rygorystyczna.

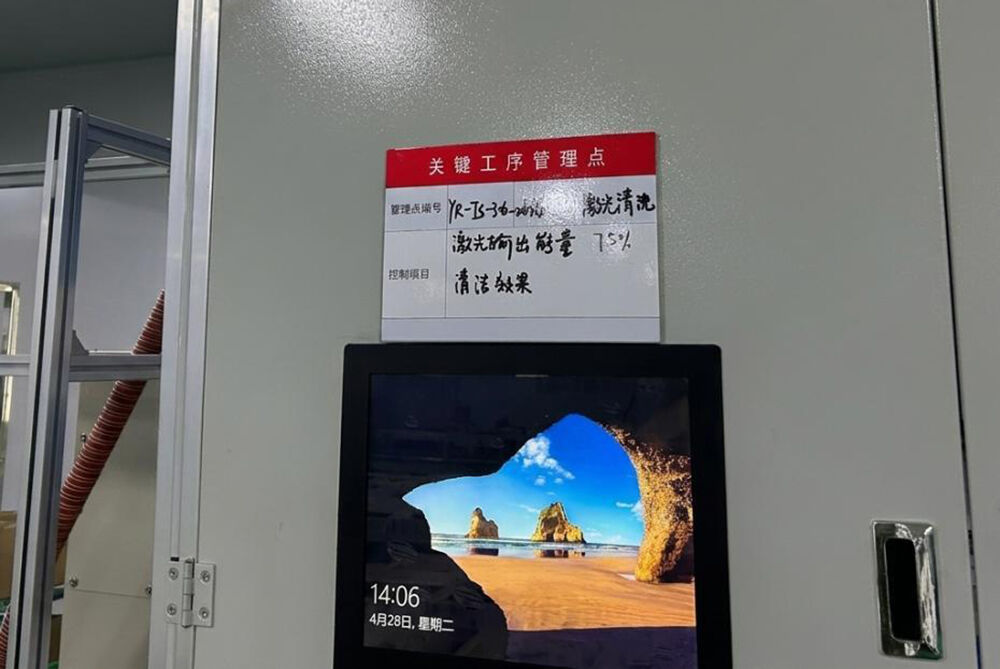
Czyszczenie laserem – skuteczniejsze niż czyszczenie alkoholem
Następnym krokiem jest czyszczenie laserem. Z tablic informacyjnych na miejscu wynika, że wyznaczono czyszczenie laserem jako kluczowy punkt zarządzania procesem (oznaczone numerem R-T-34-3) i surowo kontrolujemy skuteczność czyszczenia.
Można zadać pytanie: końcówki elektrod ogniw litowych są już bardzo czyste, dlaczego musimy je dodatkowo czyścić?
Dzieje się tak, ponieważ powierzchnia wkładek pokryta jest bardzo cienką warstwą tlenków oraz drobnymi plamami oleju. Zastosowanie tradycyjnego oczyszczania za pomocą alkoholu jest nie tylko bardzo niewydajne, ale także nie zapewnia skutecznego i gruntownego oczyszczenia. Tylko czyszczenie laserem pozwala na natychmiastowe odparowanie i wytracenie zanieczyszczeń powierzchniowych, ujawniając świeżą, czystą podstawę metalową. Dzięki temu w kolejnym procesie spawania połączenia lutowe są trwałe, a opór elektryczny niższy. Na etapie produkcji efekt czyszczenia kontrolowany jest ilościowo, a nie opiera się wyłącznie na oczyszczaniu alkoholem ani na subiektywnej ocenie „czystości” gołym okiem.
Spawanie laserowe – łączenie ogniw
Po oczyszczeniu kolejnym kluczowym etapem jest zastosowanie spawania laserowego w celu zamocowania szyn zbiorczych (pasków miedzianych lub aluminiowych) do elektrod dodatnich i ujemnych ogniw, co umożliwia połączenie dziesiątek, a nawet setek ogniw szeregowo lub równolegle.
Na miejscu produkcji widzieliśmy tablicę zarządzania umieszczoną obok tego procesu, która wyraźnie zawierała następujące informacje:
Głębokość przetopu spawania: 0,8–1,5 mm
Szerokość szwu spawania: 1,5–3,0 mm
Te dwa parametry bezpośrednio decydują o wytrzymałości i przewodności spawania. Zbyt mała głębokość przetopu może łatwo prowadzić do uszkodzenia spoiny; zbyt duża głębokość może uszkodzić wewnętrzne komponenty ogniw litowo-jonowych; niedostateczna szerokość spoiny skutkuje niewystarczającą zdolnością przewodzenia prądu.
Dodatkowo zakłady przeprowadzają regularne inspekcje profilu spoiny, aby zapewnić, że każda spoina mieści się w określonym zakresie. Na stanowisku spawania iskry lecą wszędzie, ale pobliska kamera CCD wykonuje zdjęcia w czasie rzeczywistym. W przypadku wystąpienia porów lub pęcherzy gazowych system natychmiast generuje alarm, zapewniając ścisłą kontrolę tego procesu.

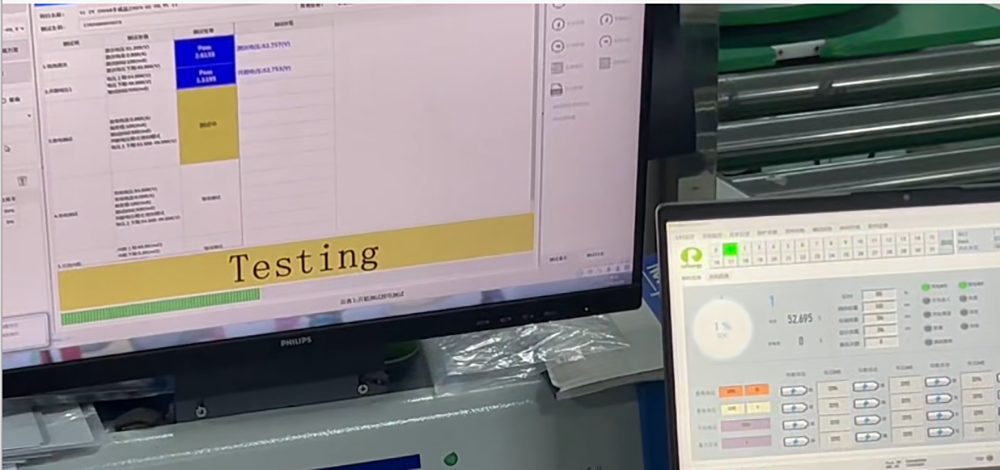
Test końcowy modułu (EOL) – jedno sprawdzenie, które pozwala ocenić jakość spawania
Po zespawaniu modułu nie jest on natychmiast pakowany, lecz najpierw umieszczany w szafie testowej do przeprowadzenia testów EOL (poza linią produkcyjną): oporności izolacji, wytrzymałości napięciowej, całkowitego napięcia modułu, pojemności itd. Wszystkie dane są automatycznie przesyłane, co zapewnia pełną śledzilność każdego modułu.
Ten etap skutecznie eliminuje moduły akumulatorów litowych o niskiej jakości spawania lub niestabilnej spójności ogniw oraz zapobiega przekazywaniu produktów niespełniających wymagań do kolejnego etapu procesu.
Zbieranie zestawów akumulatorów litowych – system zarządzania baterią (BMS) i system zarządzania temperaturą
Po przejściu powyższego procesu sprawdzone moduły akumulatorów są umieszczane w obudowie zestawu akumulatorów, a następnie montowane są system zarządzania baterią oraz system zarządzania temperaturą.
The bateria litowo-jonowa system zarządzania, znany również jako BMS, ma na celu ciągłe monitorowanie napięcia, prądu i temperatury ogniw oraz kontrolę ładowania i rozładowania.
System zarządzania temperaturą zwykle składa się z płyty chłodzącej cieczą lub wentylatora do chłodzenia powietrzem. Jego główna funkcja polega na zapewnieniu ogrzewania akumulatora w zimie oraz zapobieganiu jego przegrzaniu w lecie, co umożliwia długotrwałe użytkowanie. Na tym etapie można zaobserwować liczne próbki przewodów i rurociągów chłodzących.

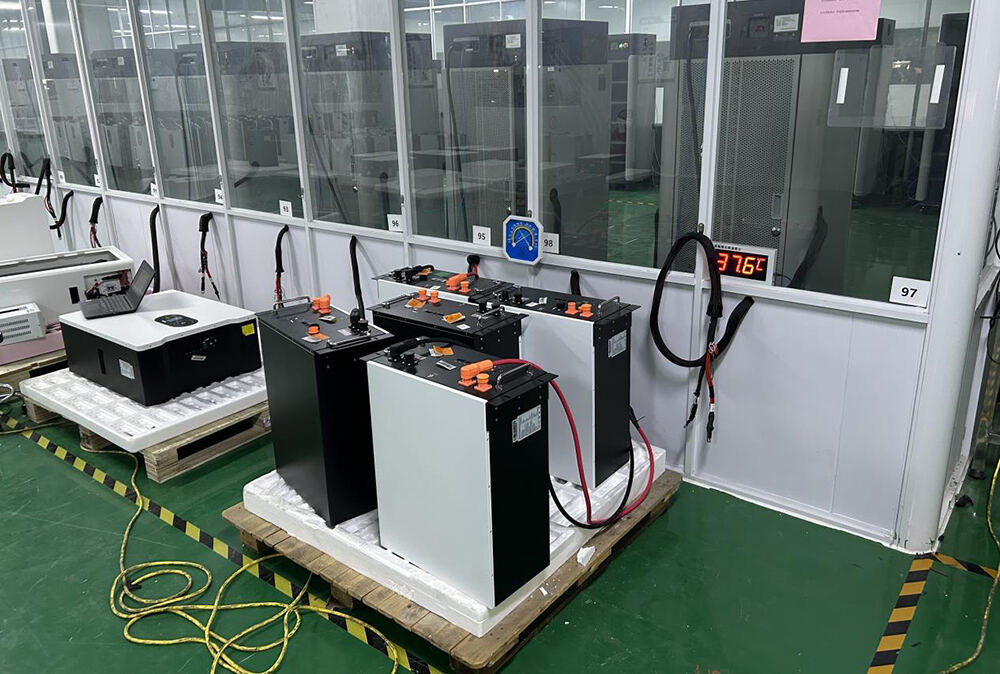
Test przed uszczelnieniem – wytrzymałość izolacji i szczelność powietrzna
Przed zamknięciem górnej pokrywy zespołu akumulatorowego należy przeprowadzić dwa „testy decydujące o życiu i śmierci”:
Test wytrzymałości izolacji: przykłada się napięcie kilkukrotnie przekraczające napięcie robocze między obudową zespołu akumulatorowego a wewnętrznym obwodem wysokiego napięcia, aby sprawdzić, czy wystąpi ucieczka prądu.
Test szczelności powietrznej: w ramach tego testu zestaw akumulatorów litowych jest napełniany sprężonym powietrzem w celu zmierzenia spadku ciśnienia. Spełnienie standardu IP67 oznacza, że urządzenie musi być zanurzone w wodzie przez pół godziny bez przemaknięcia.
Jeśli te dwa testy zakończą się niepowodzeniem, produkty zostaną natychmiast przekazane do naprawy lub wycofane z eksploatacji – nie ma miejsca na negocjacje.

Śledzenie w trybie offline i cyfrowe śledzenie
Opakowanie bateria litowo-jonowa powinno przejść pełny test końcowy (EOL), obejmujący ładowanie i rozładowanie, funkcję komunikacji (komunikacja BMS oraz zewnętrzna komunikacja CAN), izolację i wytrzymałość napięciową oraz inne kompleksowe testy wydajności. Wszystkie te testy muszą zostać pomyślnie zakończone przed wpuszczeniem produktów do sprzedaży.
Warto tutaj zaznaczyć: widziałem wiele ekranów komputerowych w warsztacie (te zdjęcia z powtarzającym się „ekranem uruchamiania komputera”). Na początku byłem zdezorientowany, ale później zrozumiałem – były to faktycznie terminaly operacyjne zautomatyzowanego systemu testowego, systemu śledzenia danych MES oraz systemu monitorowania parametrów spawania. Każdy proces, każdy parametr oraz każdy wynik testu są przesyłane do chmury w czasie rzeczywistym.
Ostatecznie każdy zestaw akumulatorów litowych będzie generował unikalny kod QR – „świadectwo urodzenia”, a po jego zeskanowaniu można wyświetlić wszystkie kluczowe dane dotyczące tego zestawu z linii produkcyjnej.
Podsumowanie
Dzięki temu artykułowi wszyscy powinni zdobyć pewne zrozumienie procesu produkcji akumulatorów litowych przed wysyłką. Od doboru ogniw akumulatorowych przez etapy testowania w trakcie montażu – każdy krok jest śledzony i monitorowany pod kątem danych. To zapewnia naszym klientom znaczny poczucie bezpieczeństwa.






