

Почему цены на литиевые аккумуляторы так сильно различаются?
"Ваши литиевые аккумуляторы слишком дорогие! У меня есть более дешёвое предложение!" После того как мы делаем предложение клиенту, часто слышим подобные замечания. Многие клиенты, особенно частные покупатели, плохо разбираются в аккумуляторах. Поэтому их главный фокус — это мощность и цена литиевых аккумуляторов, а также количество циклов, указанное в таблице параметров. Сегодня мы подробно расскажем вам обо всём процессе производства литиевых аккумуляторов, чтобы вы могли лучше оценивать и выбирать аккумуляторы.
Проверка элементов аккумулятора
После каждого литийный аккумулятор когда элементы аккумулятора поступают на завод, первый шаг — проведение комплексной проверки. Помимо осмотра поверхности на наличие царапин или вздутий, мы измеряем напряжение холостого хода и внутреннее сопротивление. Эти данные автоматически вводятся в систему. Только элементы с высокой согласованностью параметров могут быть включены в один модуль литиевого аккумулятора.
Этот этап имеет чрезвычайно важное значение. При возникновении ошибки на данном этапе в последующих процессах неизбежно возникнут проблемы. Поэтому проверка на месте проводится с особой строгостью.

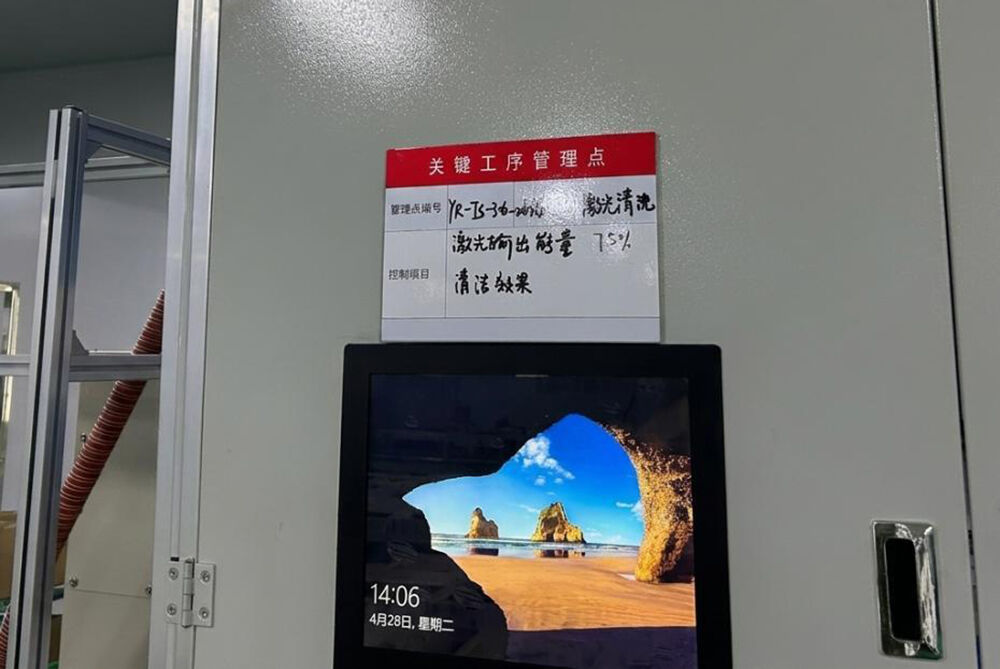
Лазерная очистка — эффективнее, чем протирка спиртом
Следующий этап — лазерная очистка. С информационных табличек на месте работ видно, что мы определили лазерную очистку как ключевую точку управления процессом (номер R-T-34-3) и строго контролируем качество очистки.
Возможно, у вас возникнет вопрос: контактные площадки литиевых аккумуляторных элементов и так уже очень чистые, зачем их дополнительно очищать?
Это связано с тем, что на поверхности выводов присутствует очень тонкий оксидный слой и микроскопические следы масла. При использовании традиционной очистки спиртом процесс не только крайне неэффективен, но и спиртовая протирка не обеспечивает глубокой очистки. Только лазерная очистка позволяет мгновенно испарить и удалить загрязнения с поверхности, обнажив свежую металлическую основу. Благодаря этому в последующем процессе сварки паяные соединения формируются надёжно, а электрическое сопротивление снижается. На заводе эффект очистки контролируется количественно, а не просто оценивается визуально или посредством спиртовой протирки.
Лазерная сварка — соединение элементов
После очистки следующим важнейшим этапом является лазерная сварка и фиксация шин (медных или алюминиевых полос) на положительных и отрицательных электродах элементов, что обеспечивает последовательное или параллельное соединение десятков или даже сотен элементов.
На производственной площадке мы увидели управляющую доску рядом с этим процессом, на которой чётко указано:
Глубина проплавления при сварке: 0,8–1,5 мм
Ширина шва: 1,5–3,0 мм
Эти два параметра напрямую определяют прочность и электропроводность сварного соединения. Если глубина проплавления недостаточна, это может легко привести к отказу сварного соединения; если она чрезмерна — возможно повреждение внутренних компонентов литиевых аккумуляторных элементов; при недостаточной ширине шва пропускная способность по току будет недостаточной.
Кроме того, на заводе регулярно проводятся проверки профиля сварного шва, чтобы гарантировать, что каждый шов находится в пределах заданного диапазона. На месте сварки искры разлетаются повсюду, однако рядом расположенная система CCD-визуального контроля в реальном времени делает снимки. При обнаружении пор или газовых пузырей система немедленно подаёт сигнал тревоги, обеспечивая строгий контроль данного процесса.

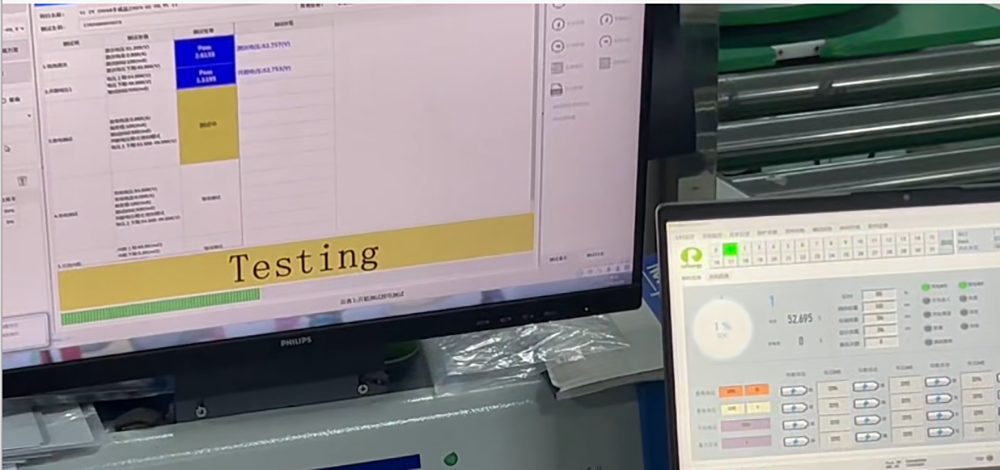
Испытания модуля на конечной стадии жизненного цикла (EOL) — оценка качества сварки за один тест
После сварки модуля его не спешат сразу упаковывать, а сначала помещают в испытательный шкаф для проведения контрольных (офлайн-) испытаний на завершённой линии (EOL): измерение сопротивления изоляции, испытание напряжением пробоя, измерение суммарного напряжения модуля, ёмкости и т.д. Все данные автоматически загружаются в систему, что обеспечивает полную прослеживаемость каждого модуля.
Этот этап позволяет эффективно выявить литиевые аккумуляторные модули с низким качеством сварки или аномальной согласованностью элементов и гарантирует, что некачественные изделия не будут переданы на следующую стадию производства.
Сборка литиевого аккумуляторного блока — система управления батареей (BMS) и система теплового управления
После прохождения вышеописанных операций квалифицированные аккумуляторные модули устанавливаются в корпус аккумуляторного блока, после чего монтируются система управления батареей и система теплового управления.
Трубы литийный аккумулятор система управления, также известная как BMS, предназначена в первую очередь для непрерывного контроля напряжения, тока и температуры элементов, а также для управления процессами зарядки и разрядки.
Система теплового управления обычно представляет собой жидкостную охлаждающую пластину или вентилятор для воздушного охлаждения. Её основная функция — обеспечить нагрев аккумулятора зимой и предотвратить его перегрев летом, тем самым гарантируя длительный срок службы. На данном этапе можно наблюдать множество образцов жгутов проводов и охлаждающих трубопроводов.

Тестирование перед герметизацией — испытание изоляции на выдерживание напряжения и проверка герметичности
Перед закрытием верхней крышки аккумуляторного блока необходимо провести два «жизненно важных» испытания:
Испытание изоляции на выдерживание напряжения: к изоляции между корпусом аккумуляторного блока и внутренней высоковольтной цепью прикладывается напряжение, превышающее рабочее в несколько раз, чтобы проверить наличие утечек тока.
Проверка герметичности: в ходе этого испытания герметичный литиевый аккумуляторный блок заполняется сжатым воздухом для измерения снижения давления. Для соответствия стандарту IP67 требуется, чтобы блок мог находиться под водой в течение получаса без проникновения влаги.
Если эти два теста не пройдены, изделия направляются непосредственно на ремонт или списываются — обсуждению не подлежит.

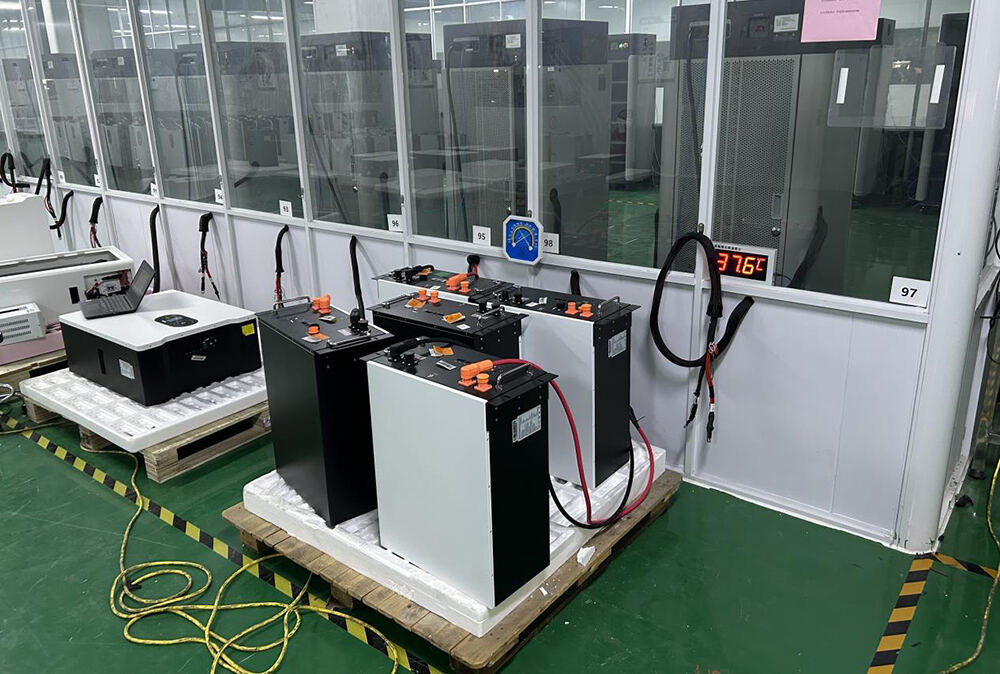
Офлайн- и цифровая прослеживаемость
Наконец, каждая литийный аккумулятор упаковка должна пройти полный комплексный EOL-тест, включающий зарядку и разрядку, функцию связи (связь BMS и внешнюю CAN-связь), изоляцию и испытание на электрическую прочность, а также другие комплексные испытания характеристик. Продукция может быть выпущена в продажу только после успешного прохождения всех этих тестов.
Здесь стоит упомянуть: я видел множество компьютерных экранов в цеху (на тех фотографиях, где многократно появляется «экран загрузки компьютера»). Сначала я был озадачен, но позже понял: это на самом деле терминалы управления автоматизированной системой тестирования, системой цифровой прослеживаемости данных MES и системой мониторинга параметров сварки. Каждый этап процесса, каждый параметр и каждый результат испытаний в режиме реального времени передаются в облачное хранилище.
В конечном итоге каждый литиевый аккумуляторный блок получит уникальный QR-код — «свидетельство о рождении», и, отсканировав его, вы сможете увидеть все ключевые данные об этом блоке, собранные на производственной линии.
РЕЗЮМЕ
После прочтения этой статьи у всех должно сложиться определённое представление о процессе производства литиевых аккумуляторов до их отгрузки. От подбора элементов аккумуляторов до этапов испытаний в ходе сборки — на каждом этапе осуществляется сбор и мониторинг данных. Это создаёт у наших клиентов высокий уровень уверенности.






